引言
子程序是 Mitsubishi PLC 中用于创建可重复使用代码块的强大工具。编写 Mitsubishi 子程序时,遵循正确的指南非常重要,以确保其有效性和可维护性。
子程序类型
Mitsubishi PLC 支持两种类型的子程序:
- 梯形图 (LD) 子程序:使用梯形图语言编写,用于执行顺序逻辑。
- 结构文本 (ST) 子程序:使用结构文本语言编写,用于创建更复杂的逻辑和算法。
子程序语法
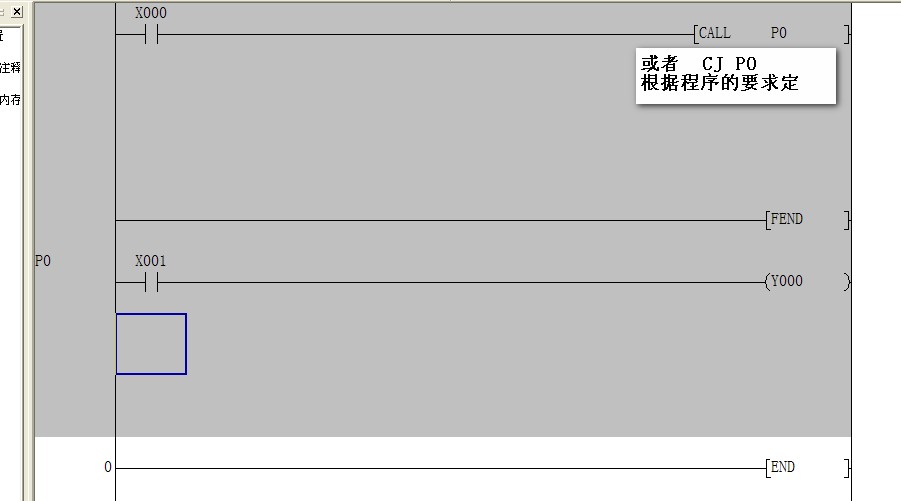
LD 子程序
+-------+ | Ladder | | Program | +-------+ | CALL | | Subrout | | ------ | | END | +-------+
- Ladder Program:子程序的梯形图代码。
- CALL Subrout:调用子程序的指令。
- END:子程序的结束标记。
ST 子程序
SUBROUTINE SubName (IN OUT Vars)// 子程序代码 END_SUB
- SubName:子程序的名称。
- Vars:子程序的输入和输出变量。
- 子程序代码:子程序的逻辑和算法。
子程序命名规则
- 子程序名称由 1 至 8 个 ASCII 字符组成。
- 子程序名必须以字母开头,后面可以跟字母、数字或下划线 (_)。
- 不能使用特殊字符、空格或保留字作为子程序名称。
输入和输出变量
子程序可以使用输入和输出变量与主程序进行交互。这些变量应在子程序声明中指定。
- 输入变量:用于将数据从主程序传递到子程序。
- 输出变量:用于将数据从子程序传递到主程序。
返回值
ST 子程序可以返回一个值。返回值的数据类型必须在子程序声明中指定。
FUNCTION FunctionName (IN OUT Vars) AS Type// 子程序代码RETURN Value END_FUNC
局部变量
子程序还可以使用局部变量,这些变量仅在子程序内部可见。局部变量应在子程序声明的局部变量部分中声明。
SUBROUTINE SubName (IN OUT Vars)// 局部变量声明LOCAL Var1 AS TypeLOCAL Var2 AS Type// 子程序代码 END_SUB
子程序调用
要调用子程序,请使用以下指令:
LD 子程序
CALL Subrout
ST 子程序
Call SubName (IN OUT Vars)
子程序返回
在子程序执行完成后,它将返回到调用它的位置。子程序可以使用以下指令返回:
LD 子程序
END
ST 子程序
END_SUB
错误处理
在子程序中处理错误非常重要。Mitsubishi PLC 提供了以下错误指令:
LD 子程序
ERROR Code
ST 子程序
ERROR (Code, Msg)
- Code:错误代码。
- Msg:错误消息。
最佳实践
编写 Mitsubishi 子程序时,请遵循以下最佳实践:
- 使用有意义的子程序名称。
- 在子程序声明中注释输入、输出和局部变量。
- 在子程序内使用局部变量。
- 使用子程序返回值。
- 在子程序中处理错误。
- 对子程序进行单元测试。
- 对子程序进行文档化。
结论
遵循本指南中的原则可以帮助您编写有效且可维护的 Mitsubishi 子程序。子程序是创建可重用代码、提高程序模块化和简化 PLC 编程的强大工具。通过遵循这些准则,您可以充分利用 Mitsubishi PLC 子程序的功能。
如何编写三菱m70系统的数控车床的程序?
用G84给你一个M10的粗牙1.5的牙距的编程程序:
G17G21G40G49G80
G0G90G54X0.Y0.S200M3
G43H1Z20.M8
G84Z-20.R5.F300
三菱数控系统由数控硬件和数控软件两大部分来工作的。数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置等组成的。
这四部分之间通过I/O接口互相连接运作的。数控装置是数控系统的核心部分,通过它来实现我们的工作需求的。三菱数控系统由控制系统,伺服系统,位置测量系统三大部分组成。
控制系统主要由总线、CPU、电源、存贮器、操作面板和显示屏、位控单元、可编程序控制器(plc)逻辑控制单元以及数据输入/输出接口等组成。
工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列。
参考资料:网络百科——
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论