一、引言
在现代工业自动化领域,PLC(可编程逻辑控制器)作为核心控制设备,发挥着至关重要的作用。
PLC控制原理及其功能对于实现高效、稳定的自动化生产流程具有重要意义。
本文将详细介绍PLC控制原理、功能及其原理图,帮助读者更好地理解和应用PLC技术。
二、PLC控制原理
1. PLC基本原理
PLC,即可编程逻辑控制器,是一种数字计算机,专为在工业环境下应用而设计。
它采用可编程的存储器,存储内部程序、控制逻辑、定时、计数等功能,通过数字输入和输出数据,实现对工业设备的控制。
2. PLC控制系统组成
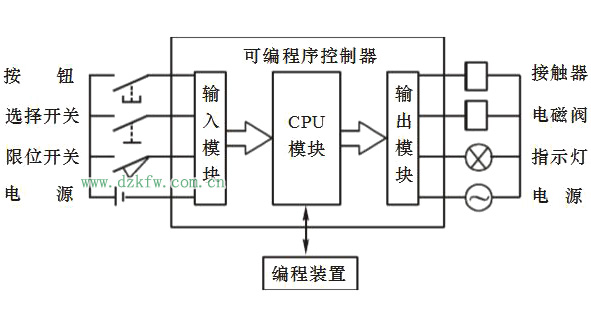
PLC控制系统主要由CPU模块、电源模块、输入模块、输出模块以及编程模块组成。
其中,CPU模块负责执行用户程序和进行系统管理;电源模块为PLC提供工作电源;输入模块接收并处理来自现场设备的信号;输出模块驱动执行机构进行相应动作;编程模块用于编写和修改PLC程序。
3. PLC控制过程
PLC控制过程主要包括输入扫描、程序执行和输出刷新三个阶段。
在输入扫描阶段,PLC读取输入信号;在程序执行阶段,PLC按照用户程序进行逻辑运算;在输出刷新阶段,PLC根据运算结果输出控制信号,驱动工业设备动作。
三、PLC功能介绍
1. 基本功能
PLC具有定时、计数、逻辑运算、数据处理、通信等基本功能。
其中,定时和计数功能用于实现设备的定时和计数控制;逻辑运算功能用于实现设备的逻辑控制;数据处理功能用于实现数据的采集、分析和处理;通信功能用于实现与其他设备或系统的信息交换。
2. 扩展功能
除了基本功能外,PLC还具有诸多扩展功能,如以太网通信、人机交互、数据处理与控制系统等。
以太网通信功能使PLC可以与远程设备或互联网进行连接,实现远程监控和控制;人机交互功能使得操作人员可以通过触摸屏等设备与PLC进行交互,方便设备的调试和操作;数据处理与控制系统功能使得PLC可以处理更复杂的数据和控制更多的设备。
四、PLC控制原理图
PLC控制原理图是用来描述PLC控制系统的工作过程和信号流向的图形表示。
一个完整的PLC控制原理图包括输入电路、PLC主机、输出电路以及现场设备。
在原理图中,可以清晰地看到输入信号、输出信号以及它们与PLC主机之间的连接关系。
通过原理图,可以方便地理解PLC控制系统的组成和工作原理,有助于进行系统调试和故障排除。
五、案例分析
以某自动化生产线为例,通过PLC控制,实现对生产线的自动化控制。
具体实现过程包括:通过传感器采集生产线的状态信息,将信息传输给PLC;PLC根据预设的程序对信息进行逻辑运算和处理,输出控制信号;控制信号通过输出电路驱动执行机构进行相应动作,从而实现生产线的自动化运行。
六、结论
PLC作为工业自动化领域的核心控制设备,其控制原理和功能对于实现高效、稳定的自动化生产流程具有重要意义。
本文详细介绍了PLC的控制原理、功能以及原理图,并通过案例分析,展示了PLC在工业自动化领域的应用。
随着技术的不断发展,PLC将在工业自动化领域发挥更加重要的作用。
PLC的工作原理最初研制生产的 PLC主要用于代替传统的由继电器接触器构成的控制装置,但这两者的运行方式是不相同的: (1)继电器控制装置采用硬逻辑并行运行的方式,即如果这个继电器的线圈通电或断电,该继电器所有的触点(包括其常开或常闭触点)在继电器控制线路的哪个位置上都会立即同时动作。 (2)PLC的CPU则采用顺序逻辑扫描用户程序的运行方式,即如果一个输出线圈或逻辑线圈被接通或断开,该线圈的所有触点(包括其常开或常闭触点)不会立即动作,必须等扫描到该触点时才会动作。 为了消除二者之间由于运行方式不同而造成的差异,考虑到继电器控制装置各类触点的动作时间一般在 100ms以上,而PLC扫描用户程序的时间一般均小于100ms,因此,PLC采用了一种不同于一般微型计算机的运行方式---扫描技术。 这样在对于I/O响应要求不高的场合,PLC与继电器控制装置的处理结果上就没有什么区别了。 1、扫描技术 当 PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。 完成上述三个阶段称作一个扫描周期。 在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。 (1)输入采样阶段 在输入采样阶段, PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。 输入采样结束后,转入用户程序执行和输出刷新阶段。 在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。 因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。 (2)用户程序执行阶段 在用户程序执行阶段, PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。 在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。 即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。 (1)输出刷新阶段 当扫描用户程序结束后, PLC就进入输出刷新阶段。 在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。 这时,才是PLC的真正输出。 比较下二个程序的异同:程序 1:程序 2: 这两段程序执行的结果完全一样,但在 PLC中执行的过程却不一样。 程序1只用一次扫描周期,就可完成对%M4的刷新; 程序2要用四次扫描周期,才能完成对%M4的刷新。 这两个例子说明:同样的若干条梯形图,其排列次序不同,执行的结果也不同。 另外,也可以看到:采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。 当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。 一般来说, PLC的扫描周期包括自诊断、通讯等,如下图所示,即一个扫描周期等于自诊断、通讯、输入采样、用户程序执行、输出刷新等所有时间的总和。 2、PLC的I/O响应时间 为了增强 PLC的抗干扰能力,提高其可靠性,PLC的每个开关量输入端都采用光电隔离等技术。 为了能实现继电器控制线路的硬逻辑并行控制, PLC采用了不同于一般微型计算机的运行方式(扫描技术)。 以上两个主要原因,使得 PLC得I/O响应比一般微型计算机构成的工业控制系统满的多,其响应时间至少等于一个扫描周期,一般均大于一个扫描周期甚至更长。 所谓 I/O响应时间指从PLC的某一输入信号变化开始到系统有关输出端信号的改变所需的时间。 其最短的I/O响应时间与最长的I/O响应时间如图所示: 最短 I/O响应时间: 最长 I/O响应时间: 以上是一般的 PLC的工作原理,但在现代出现的比较先进的PLC中,输入映像刷新循环、程序执行循环和输出映像刷新循环已经各自独立的工作,提高了PLC的执行效率。 在实际的工控应用之中,编程人员应当知道以上的工作原理,才能编写出质量好、效率高的工艺程序。
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论