一、引言
在现代工业自动化领域,可编程逻辑控制器(PLC)发挥着至关重要的作用。
掌握PLC编程技术对于从事自动化工作的人员来说是非常必要的。
本次实验的主要目的是掌握PLC编程中的下载、参数设置以及软元件内存管理,并总结PLC编程软件和仿真软件的使用方法。
二、PLC编程软件及仿真软件简介
PLC编程软件是用于编写、调试和测试PLC程序的专业工具。
而PLC仿真软件则是一种模拟PLC运行环境的工具,可以在没有实际硬件的情况下测试PLC程序。
本次实验主要使用的编程软件为XXX软件,仿真软件为XXX仿真软件。
三、PLC编程软件下载与安装
在使用PLC编程软件之前,首先需要从官方网站或其他可信渠道下载并安装软件。
在下载过程中,需要注意选择与操作系统兼容的版本,并按照软件安装向导进行安装。
在安装过程中,需仔细阅读并理解软件的使用协议,遵循安装步骤,确保软件的正确安装。
四、PLC参数设置
PLC参数设置是确保PLC正常运行的关键步骤。
参数设置包括通信设置、输入/输出设置、定时器/计数器设置等。
在参数设置界面,可以根据实际需求调整各项参数。
例如,通信设置中的波特率、数据位和停止位等参数需要根据实际硬件进行调整。
在输入/输出设置中,需要配置PLC的输入输出地址,以确保与现场设备的正确连接。
五、PLC编程中的下载
在编写完PLC程序后,需要将程序下载到PLC中以便在实际环境中运行。下载过程通常分为以下几个步骤:
1. 连接PLC:使用编程电缆或网络将PLC与电脑连接;
2. 打开PLC编程软件:启动PLC编程软件;
3. 选择通信参数:在软件中选择与PLC通信的参数,如通信协议、波特率等;
4. 读取PLC信息:通过软件读取PLC的基本信息,如型号、版本等;
5. 下载程序:将编写好的程序通过软件下载到PLC中;
6. 验证程序:在实际环境中验证程序的正确性。
六、软元件内存管理
在PLC编程中,软元件是存储数据的关键元素,包括输入寄存器、输出寄存器、定时器、计数器等。软元件内存管理主要涉及以下几个方面:
1. 分配内存地址:根据实际需求为软元件分配内存地址;
2. 优化内存使用:合理安排软元件的数量和类型,以优化内存使用;
3. 内存监控:通过编程软件监控软元件的内存使用情况,确保内存资源的合理利用。
七、仿真软件的使用方法
PLC仿真软件是验证PLC程序的重要工具。使用仿真软件的步骤如下:
1. 创建项目:在仿真软件中创建一个新项目;
2. 添加PLC模型:在项目中添加与实际PLC相对应的模型;
3. 配置模型参数:根据实际需求配置模型参数;
4. 编写程序:在仿真软件中编写PLC程序;
5. 仿真测试:通过仿真软件测试程序的正确性;
6. 调试与优化:根据仿真结果调试并优化程序。
八、实验总结
通过本次实验,我们掌握了PLC编程中的下载、参数设置、软元件内存管理以及仿真软件的使用方法。
在实验过程中,我们了解到PLC编程软件和仿真软件的重要性,并学会了如何正确下载和安装软件、设置PLC参数、管理软元件内存以及使用仿真软件进行测试。
这些技能对于从事自动化工作的人员来说是非常重要的。
未来,我们将继续深入学习PLC技术,不断提高自己的技能水平,为工业自动化领域的发展做出贡献。
九、参考文献
[此处插入参考文献]
如何提高PLC编程能力
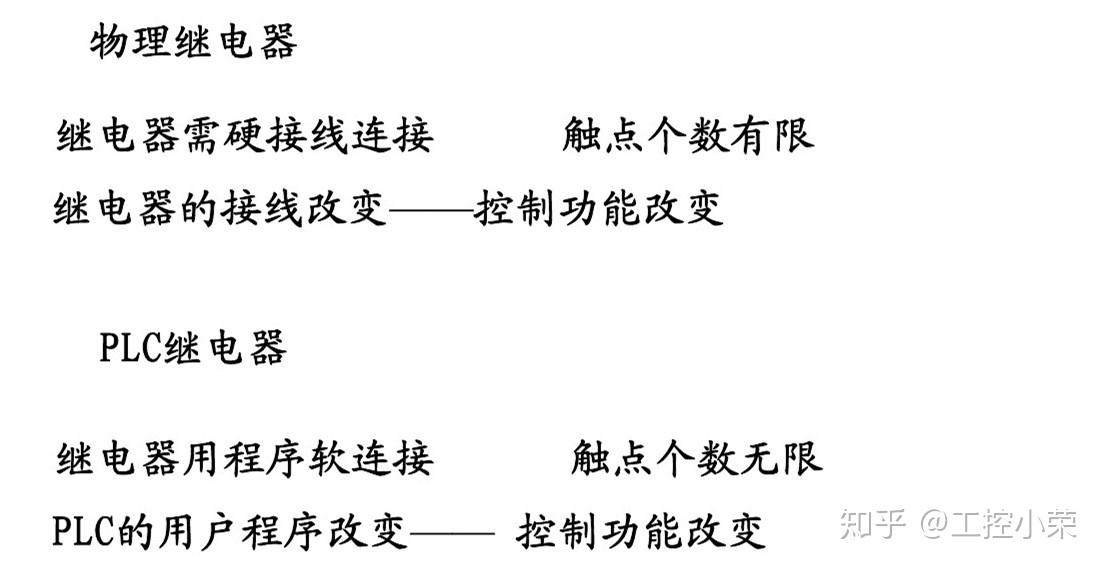
随着科技的进步,社会的发展,PLC取代了传统的继电器控制盘,在工业自动控制系统担起了重要的角色,应用日益广泛。 如何提高PLC编程能力,适应社会的发展需要,是电气技术人员面对的一个迫切的问题。 一、加强基础学习,巩固基础知识要有好的设计编程能力,必须要有良好扎实的PLC基础知识,必须掌握PLC各条指令的名称、符号、适用范围及其功能,熟悉PLC的编程语言,熟悉PLC的结构,接线方式及具体的编程规则。 另外,PLC是一门技术专业课,要学好PLC必须要学好专业基础课的知识,所以工作中应根据自己的具体情况,适当补充电工专业和自动控制技术的基础知识学习,巩固专业基础知识,为设计打下良好的基础。 二、P L C是“串行”工作的PLC是代替传统继电器控制盘的一种自动控制装置。 PLC最初产生的本意是代替稳定性差、可靠性低、反应慢的继电器控制盘。 功能就是用计算机代替继电器控制盘,用程序代替硬件接线。 PLC使用的编程语言是电气工程人员易懂的一种专业语言。 可以认为,PLC是电拖演变过来的。 但PLC的工作方式与电器控制盘的工作方式是有很大区别的。 电器控制盘的工作方式是“并行”的,意思是无顺序的区别。 PLC的工作方式是
plc基础知识
在自动化控制领域,PLC是一种重要的控制设备。 目前,世界上有200多厂家生产300多品种PLC产品,应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。 为了使各位初学者更方便地了解PLC,本文对PLC的发展、基本结构、配置、应用等基本知识作一简介,以期对各位网友有所帮助。 一、PLC的发展历程在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。 传统上,这些功能是通过气动或电气控制系统来实现的。 1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称Programmable Controller(PC)。 个人计算机(简称PC)发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为Programmable Logic Controller(PLC),现在,仍常常将PLC简称PC。 PLC的定义有许多种。 国际电工委员会(IEC)对PLC的定义是:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。 它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。 可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。 上世纪80年代至90年代中期,是PLC发展最快的时期,年增长率一直保持为30~40%。 在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。 PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。 PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。 二、PLC的构成从结构上分,PLC分为固定式和组合式(模块式)两种。 固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。 模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。 三、CPU的构成CPU是PLC的核心,起神经中枢的作用,每套PLC至少有一个CPU,它按PLC的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,同时,诊断电源和PLC内部电路的工作状态和编程过程中的语法错误等。 进入运行后,从用户程序存贮器中逐条读取指令,经分析后再按指令规定的任务产生相应的控制信号,去指挥有关的控制电路。 CPU主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU单元还包括外围芯片、总线接口及有关电路。 内存主要用于存储程序及数据,是PLC不可缺少的组成单元。 在使用者看来,不必要详细分析CPU的内部电路,但对各部分的工作机制还是应有足够的理解。 CPU的控制器控制CPU工作,由它读取指令、解释指令及执行指令。 但工作节奏由震荡信号控制。 运算器用于进行数字或逻辑运算,在控制器指挥下工作。 寄存器参与运算,并存储运算的中间结果,它也是在控制器指挥下工作。 CPU速度和内存容量是PLC的重要参数,它们决定着PLC的工作速度,IO数量及软件容量等,因此限制着控制规模。 四、I/O模块PLC与电气回路的接口,是通过输入输出部分(I/O)完成的。 I/O模块集成了PLC的I/O电路,其输入暂存器反映输入信号状态,输出点反映输出锁存器状态。 输入模块将电信号变换成数字信号进入PLC系统,输出模块相反。 I/O分为开关量输入(DI),开关量输出(DO),模拟量输入(AI),模拟量输出(AO)等模块。 开关量是指只有开和关(或1和0)两种状态的信号,模拟量是指连续变化的量。 常用的I/O分类如下:开关量:按电压水平分,有220VAC、110VAC、24VDC,按隔离方式分,有继电器隔离和晶体管隔离。 模拟量:按信号类型分,有电流型(4-20mA,0-20mA)、电压型(0-10V,0-5V,-10-10V)等,按精度分,有12bit,14bit,16bit等。 除了上述通用IO外,还有特殊IO模块,如热电阻、热电偶、脉冲等模块。 按I/O点数确定模块规格及数量,I/O模块可多可少,但其最大数受CPU所能管理的基本配置的能力,即受最大的底板或机架槽数限制。 五、电源模块PLC电源用于为PLC各模块的集成电路提供工作电源。 同时,有的还为输入电路提供24V的工作电源。 电源输入类型有:交流电源(220VAC或110VAC),直流电源(常用的为24VAC)。 六、底板或机架大多数模块式PLC使用底板或机架,其作用是:电气上,实现各模块间的联系,使CPU能访问底板上的所有模块,机械上,实现各模块间的连接,使各模块构成一个整体。 七、PLC系统的其它设备1、编程设备:编程器是PLC开发应用、监测运行、检查维护不可缺少的器件,用于编程、对系统作一些设定、监控PLC及PLC所控制的系统的工作状况,但它不直接参与现场控制运行。 小编程器PLC一般有手持型编程器,目前一般由计算机(运行编程软件)充当编程器。 2、人机界面:最简单的人机界面是指示灯和按钮,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。 3、输入输出设备:用于永久性地存储用户数据,如EPROM、EEPROM写入器、条码阅读器,输入模拟量的电位器,打印机等。 八、PLC的通信联网依靠先进的工业网络技术可以迅速有效地收集、传送生产和管理数据。 因此,网络在自动化系统集成工程中的重要性越来越显著,甚至有人提出网络就是控制器的观点说法。 PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。 多数PLC具有RS-232接口,还有一些内置有支持各自通信协议的接口。 PLC的通信,还未实现互操作性,IEC规定了多种现场总线标准,PLC各厂家均有采用。 对于一个自动化工程(特别是中大规模控制系统)来讲,选择网络非常重要的。 首先,网络必须是开放的,以方便不同设备的集成及未来系统规模的扩展;其次,针对不同网络层次的传输性能要求,选择网络的形式,这必须在较深入地了解该网络标准的协议、机制的前提下进行;再次,综合考虑系统成本、设备兼容性、现场环境适用性等具体问题,确定不同层次所使用的网络标准。
新手该如何学好PLC控制相关的技术
可编程序控制器(PLC)是一种在工业中被广泛应用的自动控制元件。 然而PLC应用与编程人才短缺已经成为制约我国自动控制领域发展的瓶颈。 通过学习PLC可编程控制器程序设计使学员掌握可编程序控制器的工作原理和PLC控制系统硬件软件的设计方法,可编写复杂的PLC程序,为从事PLC控制系统的设计、调试和改造工作打下基础。 可以独立承担相关项目的设计与开发。 让您由一位电工升级为货真价实的工程师! 随着现代工业设备自动化,越来越多的工厂设备将采用PLC人\机介面等自动化器件来控制,因此设备自动化程度越来越高。 对设备的维护人员的技术要求越来越严格。 作为一名合格的技术员,需要掌握的技能也越来越多,越来越全面性,以此来满足自动化的发展及要求, 学习PLC编程一点也不难。 有的初学者在理论上花了很多功夫,结果半年下来还是没有把PLC搞懂,其实他们只是缺少了一些PLC的实践经验,只要再进行一些实际的梯形图编写、程序下载、调试等操作,增加对PLC的感性认识,很快就可以掌握PLC这项技术了。 开始阶段可以先学习一种品牌的PLC,因为所有的PLC原理都是差不多的,掌握了一种PLC其它的只要翻阅一下手册也就能上手使用了。 初学时可以编一些简单的梯形图,如触点的与、或、输出等,在PLC的机器里运行一下。 成功了就会增加你学习的兴趣、和信心。 然后再把PLC的主要功能逐个运用一次,比如高速计数器,你可以用PLC本身的脉冲输出端接到高速计数器的输入端,下载编好的梯形图,打开变量观察窗口,运行程序,观察计数的值是否正确。 经过了这样的实践,你基本上知道PLC到底能做哪些事情了,在实际的工控应用中就能做到胸有成竹了。 1、电工原理和电机原理一定要懂,简单的就记背也要背下来,比如马达容量1KW2A,正反转,星三角接线,电线容量。 电阻,电感,电容的特性等 2、液压和气动也要掌握,比如压力换算,压力和电流的比例换算,这在有压力控制上都要用到 3、电线截面要会看,线拿到手就知道几平方的,还有什么电器上该用什么线,比如马达就用4线的,3根主线1根接地。 从变频器上出来的要用屏蔽线。 4、机修也要会做,特别是螺丝,一看就知道用几的内角扳手或外六角扳手(别小看了它,平常维修固定螺丝是少不了它的,这样能节约时间) 5、PLC编程自己可以模拟编,简单的如红绿灯,控制小车走等 6、做人要会做,要谦虚,不可能你样样都会。 7、心态要好,保持一颗平常的心 8、平常要多干,就是在苦在累也要,这样技术才能学到手能解决实际问题,反之你只不过是纸上谈兵 对于做项目的 1、四大常用PLC要会,基本指令和功能指令要熟 2、通讯接口要懂 3、电气市场行情要熟,好的和坏的要会区分,列如买到个2手40点的PLC怎么判断它是好的呢?
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论