一、引言
在现代工业控制领域,PLC(可编程逻辑控制器)系统发挥着至关重要的作用。
PLC系统程序的设计、安装与调试是确保工业自动化生产线正常运行的关键环节。
本文将详细解析PLC系统程序块的安装过程,并介绍PLC系统程序的三种类型,以便为读者提供全面的指导。
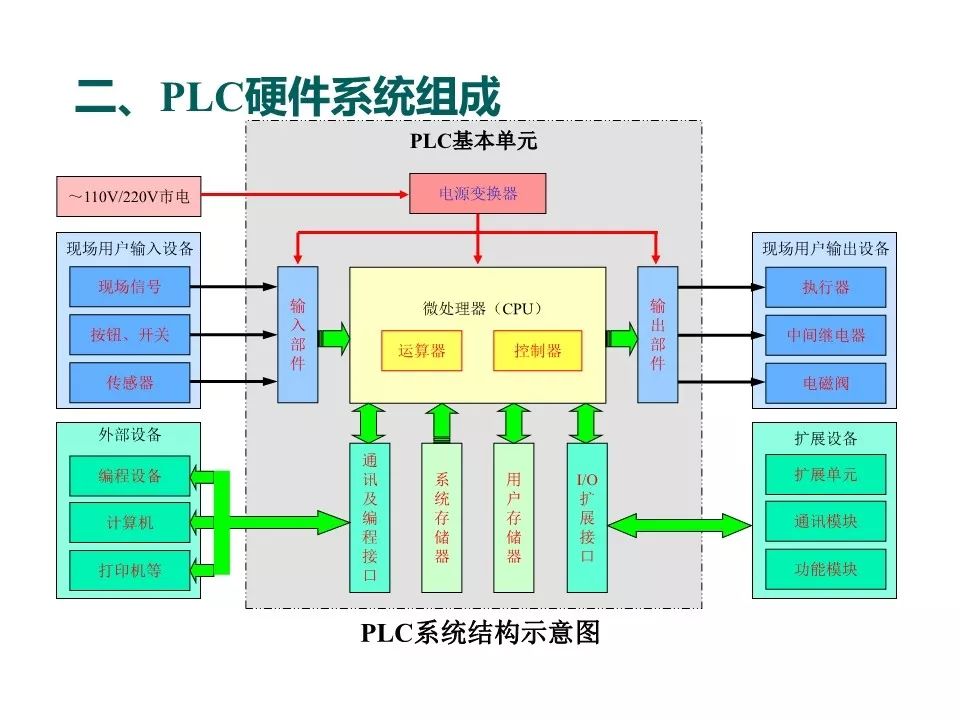
二、PLC系统程序概述
PLC系统程序是用于控制PLC设备运行的软件。
根据功能和应用需求,PLC系统程序可分为三种类型:系统控制程序、应用程序和用户程序。
1. 系统控制程序:负责PLC设备的启动、初始化、输入输出处理等基本功能。
2. 应用程序:根据具体工艺需求,实现特定的控制功能,如电机控制、传感器数据采集等。
3. 用户程序:由用户根据实际需求编写,用于实现特定的自动化任务。
三、PLC系统程序块安装步骤
(一)准备工作
1. 确认PLC设备型号及硬件配置,以便选择相应的系统程序和应用程序。
2. 准备所需的编程软件和硬件设备,如计算机、编程电缆等。
(二)安装系统控制程序
1. 将PLC设备与计算机通过编程电缆连接。
2. 打开编程软件,选择相应的PLC设备型号。
3. 导入系统控制程序,根据软件提示完成安装。
(三)安装应用程序和用户程序
1. 根据实际需求,设计并编写应用程序和用户程序。
2. 在编程软件中创建项目,并导入应用程序和用户程序。
3. 对程序进行调试,确保程序的正确性和稳定性。
(四)程序下载与调试
1. 将编写好的程序下载到PLC设备中。
2. 通过PLC设备的I/O端口连接现场设备,构建测试环境。
3. 对程序进行在线调试,检查程序的运行情况和功能实现。
四、PLC系统程序安装注意事项
1. 在安装程序前,确保PLC设备的电源已关闭,以避免损坏设备或程序安装失败。
2. 在安装过程中,遵循设备制造商提供的操作指南和注意事项。
3. 安装程序时,确保计算机与PLC设备的连接稳定,避免因连接问题导致安装失败。
4. 在编写和调试程序时,注意程序的逻辑正确性和现场设备的接线正确性。
5. 在程序下载前,备份原始程序,以防意外情况导致程序丢失。
6. 在程序调试过程中,注意安全规范,避免发生安全事故。
五、常见问题及解决方案
1. 问题:程序无法下载到PLC设备。
解决方案:检查计算机与PLC设备的连接是否稳定,确认编程软件是否支持所选PLC设备型号。
2. 问题:程序运行时出现错误。
解决方案:检查程序的逻辑是否正确,检查现场设备的接线是否准确,重新调试程序。
3. 问题:PLC设备无法识别。
解决方案:检查编程电缆是否完好,尝试更换编程电缆重新连接PLC设备。
六、结语
本文详细解析了PLC系统程序块的安装过程,并介绍了PLC系统程序的三种类型。
通过本文的指导,读者可以了解PLC系统程序的安装步骤和注意事项,以及常见问题的解决方案。
希望本文能为读者提供实用的帮助,以便更好地应用PLC系统实现工业自动化控制。
plc在数控机床中的具体应用是什么??
1、 PLC在数控机床中的应用形式PLC在数控机床中应用,通常有两种形式:一种称为内装式;一种称为独立式。 内装式PLC也称集成式PLC,采用这种方式的数控系统,在设计之初就将NC和PLC结合起来考虑,NC和PLC之间的信号传递是在内部总线的基础上进行的,因而有较高的较高交换速度和较宽的信息通道。 它们可以共用一个CPU也可以是单独的CPU这种结构从软硬件整体上考虑, PLC 和NC 之间没有多余的导线连接, 增加了系统的可靠性, 而且NC 和PLC 之间易实现许多高级功能。 PLC 中的信息也能通过CNC 的显示器显示, 这种方式对于系统的使用具有较大的优势。 高档次的数控系统一般都采用这种形式的PLC。 独立式PLC也称外装式PLC,它独立于NC装置,具有独立完成控制功能的PLC。 在采用这种应用方式式,可根据用户自己的的特点,选用不同专业PLC厂商的产品,并且可以更为方便的对控制规模进行调整PLC在数控机床中的应用有哪些?PLC在数控机床中的应用有哪些?。 2、PLC与数控系统及数控机床间的信息交换相对于PLC,机床和NC就是外部。 PLC与机床以及NC之间的信息交换,对于PLC的功能发挥,是非常重要的。 PLC与外部的信息交换,通常有四个部分:(1)、机床侧至PLC:机床侧的开关量信号通过I/O单元接口输入到PLC中,除极少数信号外,绝大多数信号的含义及所配置的输入地址,均可由PLC程序编制者或者是程序使用者自行定义。 数控机床生产厂家可以方便的根据机床的功能和配置,对PLC程序和地址分配进行修改。 (2)、PLC至机床:PLC的控制信号通过PLC的输出接口送到机床侧,所有输出信号的含义和输出地址也是由PLC程序编制者或者是使用者自行定义。 (3)、NC至PLC:CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC送至PLC的信号含义和地址(开关量地址或寄存器地址) 均由CNC 厂家确定,PLC编程者只可使用不可改变和增删。 如数控指令的M、S、T 功能,通过CNC译码后直接送入PLC相应的寄存器中(4):(4) PLC至CNC:PLC 送至CNC 的信息也由开关量信号或寄存器完成,所有PLC送至CNC的信号地址与含义由CNC 厂家确定,PLC 编程者只可使用,不可改变和增删。 3、PLC在数控机床中的工作流程PLC在数控机床中的工作流程,和通常的PLC工作流程基本上是一致的,分为以下几个步骤:(1)、输入采样:输入采样,就是PLC以顺序扫描的方式读入所有输入端口的信号状态,并将此状态,读入到输入映象寄存器中。 当然,在程序运行周期中这些信号状态是不会变化的,除非一个新的扫描周期的到来,并且原来端口信号状态已经改变,读到输入映象寄存器的信号状态才会发生变化。 (2)、程序执行:程序执行阶段系统会对程序进行特定顺序的扫描,并且同时读入输入映像寄存区、输出映像寄存区的读取相关数据,在进行相关运算后,将运算结果存入输出映像寄存区供输出和下次运行使用。 (3)、出刷新阶段:在所指令执行完成后,输出映像寄存区的所有输出继电器的状态(接通/断开)在输出刷新阶段转存到输出锁存器中,通过特定方式输出,驱动外部负载。 4、 PLC在数控机床中的控制功能(1)、操作面板的控制。 操作面板分为系统操作面板和机床操作面板。 系统操作面板的控制信号先是进入NC,然后由NC送到PLC,控制数控机床的运行。 机床操作面板控制信号,直接进入PLC,控制机床的运行。 (2)、机床外部开关输入信号。 将机床侧的开关信号输入到送入PLC,进行逻辑运算。 这些开关信号,包括很多检测元件信号(如:行程开关、接近开关、模式选择开关等等)(3)、输出信号控制:PLC输出信号经外围控制电路中的继电器、接触器、电磁阀等输出给控制对象PLC在数控机床中的应用有哪些?数控机床。 (4)、功能实现系统送出T指令给PLC,经过译码,在数据表内检索,找到T代码指定的刀号,并与主轴刀号进行比较。 如果不符,发出换刀指令,刀具换刀,换刀完成后,系统发出完成信号。 (5)、M功能实现。 系统送出M指令给PLC,经过译码,输出控制信号,控制主轴正反转和启动停止等等。 M指令完成,系统发出完成信号。
SIEMENS S7-300/400程序块的类型及区别
在SIEMENS S7-300/400系列PLC中有多种程序块,如下图(在管理器右边的空白区域点击右键),主要有:组织块(OB),功能块(FB),功能(FC),数据块(DB)及系统功能(SFC)和系统功能块(SFB)等。
PLC程序设计的方法通常有哪几种
简单的就是PLC 逻辑与或非,也就是前面是条件达到后面的执行结果;根据不同厂商有不同的编程语言就像中文和英语,基本大同小异;最常用的是梯形图 有C基础的还是习惯STL 功能图块相对来说用的不太多
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论