一、引言
随着工业自动化水平的不断提高,PLC(可编程逻辑控制器)在工业生产中的应用越来越广泛。
三菱PLC作为国内外广泛使用的PLC品牌之一,其编程技术备受关注。
本文将全面解析三菱PLC子程序的编程秘籍,帮助工程师们更好地掌握子程序的调用方法,提高编程效率。
二、三菱PLC子程序概述
子程序是一段可重复使用的程序代码,用于执行特定的功能。
在三菱PLC中,子程序的调用可以使主程序更加简洁、清晰,提高程序的可读性和可维护性。
子程序可以包含输入、输出、定时器、计数器等多种元素,以及嵌套调用其他子程序。
三、三菱PLC子程序编程步骤
1. 确定子程序功能:明确子程序需要实现的功能,如控制某个设备的动作序列、数据处理等。
2. 创建子程序:在PLC编程软件中创建子程序,并为其命名。子程序的命名应遵循一定的规范,以便于识别和管理。
3. 编写子程序代码:根据子程序功能需求,编写相应的梯形图或指令列表。子程序中可以包含输入、输出、定时器、计数器等元素。
4. 调试子程序:在编写完子程序代码后,进行调试,确保子程序功能正常。
5. 调用子程序:在主程序中,使用指令调用子程序。调用时,需要传递参数(如有必要),并设置相应的执行条件。
四、三菱PLC子程序调用方法
1. 直接调用:在主程序中,使用“CALL”指令直接调用子程序。调用时,需要指定子程序的名称。例如:CALL Sub_Program1。
2. 条件调用:根据特定条件判断是否调用子程序。可以使用“IF”指令进行条件判断,结合“CALL”指令实现条件调用。例如:IF X000 THEN CALL Sub_Program2。
3. 嵌套调用:在一个子程序中,可以调用其他子程序,实现功能的分层和模块化。需要注意的是,嵌套调用的层数应适当,避免过多的嵌套导致程序复杂和调试困难。
五、三菱PLC子程序编程技巧
1. 命名规范:为子程序命名时,应遵循一定的规范,如使用有意义的名称、避免使用非法字符等。以便于识别和管理。
2. 模块化设计:将功能相似的代码组织成一个子程序,实现程序的模块化设计。这有助于提高程序的可读性和可维护性。
3. 参数传递:在调用子程序时,如有必要,可以通过参数传递数据。这有助于实现子程序的通用性和灵活性。
4. 注释和文档:在编写子程序时,应添加注释和文档,描述子程序的功能、输入参数、输出参数等信息。这有助于其他工程师理解和使用子程序。
5. 调试和测试:在编写和调用子程序后,应进行调试和测试,确保子程序功能正常,并与主程序协同工作。
六、三菱PLC子程序编程注意事项
1. 避免使用过多的嵌套调用,以免导致程序复杂和调试困难。
2. 子程序的命名应遵循一定的规范,以便于识别和管理。
3. 在调用子程序时,应明确传递参数的方式和数量。
4. 子程序的编写应简洁、清晰,避免冗余和复杂的逻辑。
5. 在编写完子程序后,应进行充分的调试和测试,确保功能正常。
七、总结
本文全面解析了三菱PLC子程序的编程秘籍和调用方法。
掌握子程序的编程技巧和注意事项,可以提高编程效率,使主程序更加简洁、清晰。
希望本文能对工程师们在三菱PLC子程序编程方面提供帮助。
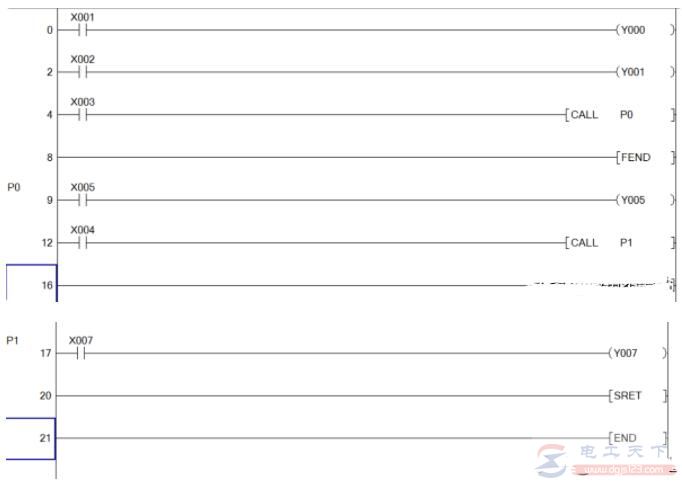
三菱 PLC子程序怎么调用?
在主程序完成前调用子程序CALLP10,主程序结束FEND;在接下去的可在左母线的左空位置设置子程序标号P10,作为子程序的入口,在子程序的结尾使用SRET;
三菱PLC编程中,跳转指令CJ、子程序调用CALL和中断指令有什么区别?
子程序帮助您对程序进行分块。 主程序中使用的指令决定具体子程序的执行状况。 当主程序调用子程序并执行时,子程序执行全部指令直至结束。 然后,系统将控制返回至调用子程序网络中的主程序。 子程序用于为程序分段和分块,使其成为较小的、更易管理的块。 在程序中调试和维护时,您可以利用这项优势。 通过使用较小的程序块,对这些区域和整个程序简单地进行调试和排除故障。 只在需要时才调用程序块,可以更有效地使用PLC,因为所有的程序块可能无须执行每次扫描。 最后,如果子程序仅引用参数和局部内存,则可移动子程序。 为了移动子程序,应避免使用任何全局变量/符号(I、Q、M、SM、AI、AQ、V、T、C、S、AC内存中的绝对地址)。 如果子程序无调用参数(IN、OUT或IN_OUT)或仅在L内存中使用局部变量,您就可以导出子程序并将其导入另一个项目。 欲在程序中使用子程序,必须执行下列三项任务:?建立子程序?在子程序局部变量表中定义参数(如果有)?从适当的POU(从主程序或另一个子程序)调用子程序当子程序被调用时,整个逻辑堆栈被保存,堆栈顶端被设为一,所有其他堆栈位置被设为零,控制被传送至调用子程序。 当该子程序完成时,堆栈恢复为在调用点时保留的数值,控制返回调用例行程序。 子程序和调用例行程序共用累加器。 由于子程序的使用,对累加器不执行保存或恢复操作。 用参数调用子程序子程序可能包含交接的参数。 参数在子程序的局部变量表中定义。 参数必须有一个符号名(最多为23个字符)、一个变量类型和一个数据类型。 可向子程序交接16个参数或从子程序交接16个参数。 局部变量表中的变量类型域定义参数是否交接至子程序(IN)、交接至或交接出子程序(IN_OUT)或交接出子程序(OUT)。 下表说明子程序的参数类型。 欲增加参数条目,将光标放在您希望增加的类型的变量类型域上(IN、IN_OUT或OUT)。 单极鼠标右键,获得选项菜单。 选择插入选项,然后选择下一行选项。 在当前条目的下方会显示所选类型的另一个参数条目。 跳转至标签(JMP)指令对程序中的指定标签(n)执行分支操作。 跳转接受时,堆栈顶值始终为逻辑1。 标签(LBL)指令标记跳转目的地(n)的位置。 您可以在主程序、子程序或中断例行程序中使用跳转指令。 跳转及其对应的标签指令必须始终位于相同的代码段中(主程序、子程序或中断例行程序)。 您不能从主程序跳转至子程序或中断例行程序中的标签,与此相似,您也不能从子程序或中断例行程序跳转至该子程序或中断例行程序之外的标签。 您可以在SCR段中使用跳转指令,但对应的标签指令必须位于相同的SCR段内。 中断允许(ENI)指令全局性启用所有附加中断事件进程。 中断禁止(DISI)指令全局性禁止所有中断事件进程。 转换至RUN(运行)模式时,中断开始时被禁止。 一旦进入RUN(运行)模式,您可以通过执行全局中断允许指令,启用所有中断进程。 执行中断禁止指令会禁止处理中断;但是现用中断事件将继续入队等候
三菱PLC编程?
根据您的需求,您可以使用三菱PLC编写一个简单的气缸运行程序。 以下是一个可能的思路:1. 首先,您需要定义15个气缸的输入和输出信号,以及其他相关的输入信号(如物料检测到位信号)和输出信号(如真空吸盘气缸控制信号)。 2. 创建一个主循环程序,该程序将不断重复运行,实现气缸的顺序控制。 3. 在主循环程序中,使用计时器和条件判断语句来实现气缸的按序运动。 4. 首先,通过设置输出信号,将1号气缸推动物料到指定位置,并启动计时器。 5. 在计时器到达设定时间后,通过检查输入信号,确保1号气缸已归位。 6. 接下来,检查2号气缸的输入信号,如果检测到物料到位,通过设置输出信号启动2号气缸的运动,并将真空吸盘气缸吸紧物料。 7. 2号气缸运动期间,等待它的复位信号。 一旦接收到复位信号,2号气缸停止运动。 8. 在2号气缸复位之后,1号气缸根据需要重新启动,运送下一个物料。 9. 同时,4号气缸可以在适当的时候启动,进行相应的运动。 10. 回到主循环程序的开始,重复上述步骤。 请注意,以上仅是一个简单的思路示例,并且实际编写程序时,根据具体的PLC型号和控制要求,需要结合具体的指令和语法进行编程。 建议参考三菱PLC的编程手册和相关文档,以便更好地理解和编写程序。
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论