摘要: 讨论研究BAl50压滤机电气故障频发的原因,使用PLC对压滤机原电气控制系统进行改造。
关键词: BAl50型压滤机;PM;电气原理;改造
O前言
BAl50型压滤机系内蒙包头糖机厂生产的一种间歇式的过滤设备,用于各种悬浮物的固液分离。适用范围较广,过滤效果好,广泛用于石油、化工、食品等领域。尤其在甜菜制糖行业均采用该类过滤设备,用于过滤糖汁中的不容物。
2原BAl50板式过滤机工作原理
原BA板式压滤机电气控制原理如图l所示,它由七个中间继电器,两个压力继电器,一个交流接触器等组成,继电器数量较多。由于操作频繁,继电器动作频率高,加之触点多,电气故障频繁发生,影响了生产的正常进行。为此,依据BA型板式压滤机电气控制的功能,结合可编程序控制器的特点,对其电气控制部分进行改造。首先将BA板式压滤机的电气操作过程简述如下(如图l所示)。
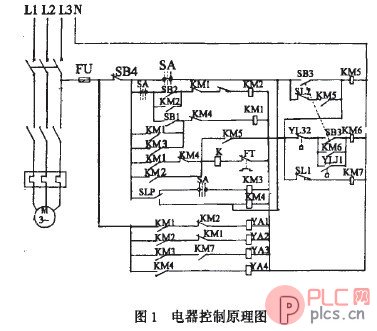
(1)操作和保压
将“操作/保压成板”万能转换开关sA拨到“操作”位置,按下“压紧”即活塞进按纽SBl、KMl和K动作,电动机启动柱塞油泵工作。电磁阀YAl动作,活塞进。当达到上限设定压力25Mpa时,KM4动作,电动机自动停止,YAl失电。将sA拨到“保压”位置,压滤机自动保压。当油压低于设定下限压力2lMpa时,KM3动作,电动机自动启动。电磁阀YAl动作,油压上升。当油压升至25Mpa时,电动机停。如此循环。
(2)回程
当板式压滤机工作一段时间后,需清除滤板间滤泥时,将sA拨到“操作”位置,按下“回程”按纽SB2,KM2和K动作,电动机起动运行,柱塞泵工作,同时电磁阀vA2动作,活塞回程。当活塞碰到回程限位开关SL3时,电动机自动停机。
(3)拉板
将SA拨到“拉板”位置,按下启动按纽SB3,KMS和k动作,电动机带动齿轮油泵工作,同时KM7动作,电磁阀YA4得电,拉板油路打开,电磁阀yA3得电动作,驱动拉板机械前进,当碰到滤板时,机械手前进受阻,油压升高,压力继电器YIJ2动作,电磁阀yA3失电,换向。拉板机械手带动滤板退,同时卸下滤泥。当滤板退到位后,机械手后退受阻,油压升高,压力继电器yUl动作,yA3得电换向。拉板机械手前进。如此循环,直到驱动拉板机械手拉完最后一块滤板,yA3得电,驱动拉板机械手前进。当碰到末端限位开关S也后,电动机自动停机。拉板油路关断,操作完毕。
在拉板期间,当某块滤板滤泥未卸净或需紧急停拉板时,推动机身急停导杆。推碰SLl动作,vA4失电,拉板油路阻断,机械手停。当处理完后,拉回导杆,yA4得电,机械手继续工作。
3 BAl50板式压滤机PLC控制原理
本控制系统采用日本松下电工公司生产的FPl—C24一J旧12216型PLC对压滤机原电气控制系统进行改造。P比控制L/O分配和接线图见图2,压滤机P优控制梯形图见图3。
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论