一、引言
随着工业自动化水平的不断提高,PLC(可编程逻辑控制器)在工业生产中发挥着越来越重要的作用。
PLC编程技能已成为电气工程师和自动化技术人员必备的技能之一。
本次实训报告将结合实际案例,对三菱PLC多段位置定位程序进行分析,以提高大家对PLC编程实践的认识。
二、背景介绍
三菱PLC是工业自动化领域广泛使用的PLC品牌之一,其应用领域涵盖了机械制造、食品加工、化工、汽车制造等众多行业。
在实际工业生产中,多段位置定位程序广泛应用于输送带、机械手臂、旋转台等设备的控制。
本案例将针对这些应用场景进行介绍。
三、案例分析
假设我们需要控制一个输送带,使其在不同位置停止。
输送带上有多个工位,每个工位对应一个位置。
为了实现精确控制,我们需要编写一个多段位置定位程序。
下面是一个简单的案例分析:
1. 设计思路
为了实现多段位置定位,我们需要对输送带的运动进行精确控制。
需要确定输送带的起始位置和终止位置。
通过编写程序控制输送带在指定位置停止。
在这个过程中,我们需要使用到PLC的输入信号和输出信号。
输入信号包括启动信号、停止信号以及各个工位的检测信号。
输出信号主要是控制输送带运动的电机信号。
2. 程序设计
(1)定义输入输出信号
我们需要定义输入输出信号。
例如,启动信号可以定义为X0,停止信号定义为X1,工位检测信号定义为X2、X3、X4等,电机控制信号定义为Y0。
(2)编写程序逻辑
根据设计思路,我们可以编写程序逻辑。
当接收到启动信号时,输送带开始运动。
当检测到工位信号时,输送带在对应位置停止。
在这个过程中,我们需要使用到定时器或者计数器来精确控制输送带的运动时间或者位移。
例如,当检测到工位信号时,使用定时器控制输送带停止的时间。
(3)程序实现
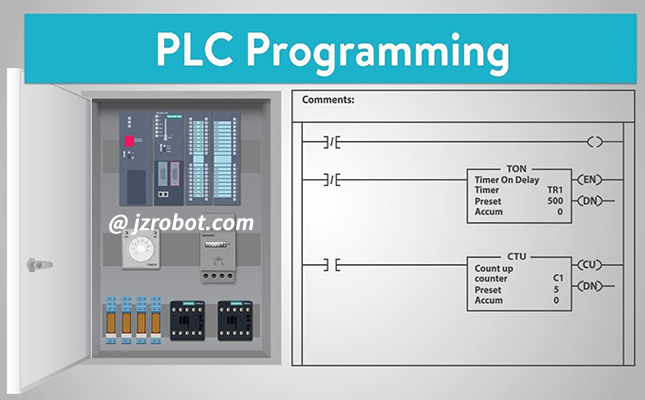
在三菱PLC编程软件中,我们可以使用梯形图或者指令列表的方式来实现程序逻辑。
在实现过程中,需要注意信号的连接和程序的逻辑结构。
确保程序能够正确响应输入信号并控制输出信号。
3. 调试与优化
完成程序设计后,我们需要进行调试与优化。
连接好输入输出信号,并进行模拟调试。
观察程序的运行情况,检查是否有误动作或者异常情况。
如果有问题,需要调整程序逻辑或者参数设置。
通过反复调试与优化,确保程序的稳定性和可靠性。
四、注意事项
1. 在进行PLC编程时,需要熟悉PLC的基本知识和操作技巧。了解PLC的输入输出信号、程序结构以及指令集。
2. 在设计程序时,需要根据实际需求进行功能分析和设计。确保程序的实用性和可靠性。
3. 在编写程序时,需要注意程序的逻辑结构和语法规则。避免出现逻辑错误或者语法错误。
4. 在进行调试与优化时,需要耐心细致地进行测试和排查。确保程序的稳定性和可靠性。
五、总结
本次实训报告通过对三菱PLC多段位置定位程序的分析,介绍了PLC编程实践的基本方法和注意事项。
通过案例分析,大家可以对PLC编程有更深入的了解。
在实际应用中,需要根据实际需求进行功能分析和设计,编写出符合要求的PLC程序。
三菱PLC 控制伺服多段定位怎么写
就用绝对定位就行了,一直要给一个位置信号就可以了,正转反转是由当前位置来决定的,例如使用线性模组,假设此处为1000个脉冲1mm。 当前位置是150mm,那么你在D20中输入200mm模组滑块将会前进;输入100mm模组滑块将会后退,绝对定位只有一个原点作为基准点。
三菱PLC模拟量输入模块编程及使用案例分析
本文将深入探讨三菱PLC的模拟量输入模块编程及其实际应用案例。 首先,我们来看FX2N系列中常见的模拟量输入模块,如FX2N-2AD(2通道12位A/D转换模块),FX2N-4AD和FX2N-8AD,它们支持电压或电流输入,具有高精度,并可通过编程指令调整输入范围。 FROM/TO指令用于读取和写入模拟量的瞬时值和设定值。 FX-2AD的技术指标保证了其在工业环境中的稳定性能。 而对于模拟量输出模块,FX系列也有FX2N-2DA、FX2N-4DA和FX2N-8DA,这些12位D/A转换模块同样具备高精度,范围可调,通过FROM/TO指令实现数据操作。 在实际使用中,模拟量模块的编号至关重要。 以FX2N48点基本单元为例,最多可以连接8个模块,编号从0到7。 如连接FX-4AD、FX-4DA和FX-2AD,编号分别为0、1和2,这将占用基本单元的24个输入点,影响整体的输入输出点数计算。
三菱PLC定位控制中,如何实现多段位置控制(不是多段速度)?即从A点到C点,中间要经过B点,这个如
你这个问题是典型定位过程中改变行程的问题,这个只能从PLC底层去解决了,但三菱并没开放这个功能,只有其它几个PLC有这个功能,欧姆龙,松下,基恩士,国产的有汇川(这是我所知道的)等,这个三菱FX目前还真没办法解决,只能是用中断把它暂停时间尽量缩短!但暂停无法避免!
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论