一、引言
PLC(可编程逻辑控制器)程序设计是现代工业自动化的重要组成部分。
PLC作为一种数字计算机,主要用于控制工业机械的运行。
PLC程序设计的主要目标是实现工业流程的自动化控制,提高工作效率,减少人工干预。
本文将详细介绍PLC程序设计的步骤,并通过案例分析加深对设计过程的理解。
二、PLC程序设计步骤
1. 确定控制需求:在开始PLC程序设计之前,首先要明确控制需求,包括控制的对象、控制过程、输入输出信号等。这一步需要与工程师和操作人员深入沟通,了解实际生产过程中的需求和问题。
2. 选择合适的PLC类型:根据控制需求选择合适的PLC类型,包括CPU模块、输入输出模块、电源模块等。选择合适的PLC类型对于程序的稳定性和性能至关重要。
3. 设计控制方案:根据控制需求设计控制方案,包括输入输出信号的连接方式、控制逻辑、安全保护措施等。在设计控制方案时,需要考虑实际生产过程中的各种因素,确保设计的方案能够满足实际需求。
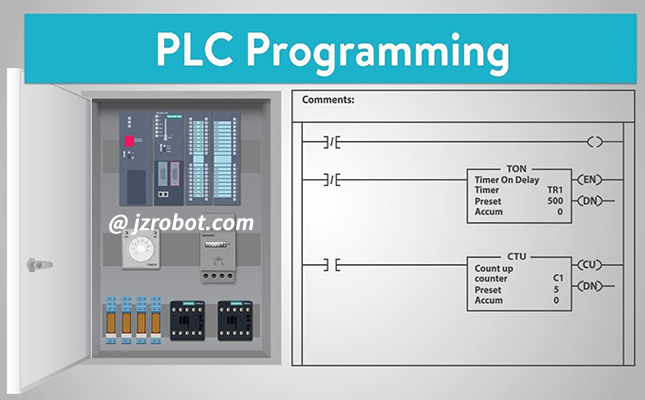
4. 编写程序:根据控制方案编写PLC程序。PLC程序包括主程序、子程序、中断程序等。在编写程序时,需要使用PLC编程语言,如梯形图(Ladder Diagram)、指令表(Instruction List)等。编写程序的过程中需要注意程序的逻辑性和可读性。
5. 调试程序:在编写完程序后,需要进行调试。调试包括模拟调试和实际调试两种。模拟调试主要通过仿真软件模拟实际生产过程进行调试,实际调试则是在实际生产环境中进行调试。调试过程中需要对程序进行修改和优化,确保程序的正确性和稳定性。
6. 验收与交付:在程序调试完成后,进行验收并交付使用。验收过程中需要检查程序的各项功能是否满足实际需求,并进行必要的文档编写和交接工作。
三、案例分析
以一家自动化生产线为例,该生产线需要实现自动化控制生产流程,包括物料输送、加工、检测等环节。具体PLC程序设计步骤如下:
1. 确定控制需求:了解生产线的具体生产过程,包括物料输送、加工、检测等环节的控制需求。与生产线的工程师和操作人员深入沟通,明确控制目标和控制参数。
2. 选择合适的PLC类型:根据生产线的规模和控制需求选择合适的PLC类型和配置。考虑到生产线的规模和复杂性,选择了一款高性能的PLC系统。
3. 设计控制方案:根据生产线的特点设计控制方案,包括输入输出信号的连接方式、控制逻辑、安全保护措施等。例如,设计物料输送环节的自动控制方案,实现自动上料、输送、分拣等功能。
4. 编写程序:使用PLC编程语言编写程序,包括主程序、子程序、中断程序等。在编写程序时需要考虑生产线的实际情况和工艺要求,确保程序的逻辑性和可读性。
5. 调试程序:在模拟环境中进行调试,发现并解决潜在问题。在调试过程中不断优化程序,提高生产线的自动化程度和稳定性。
6. 验收与交付:在实际生产线中进行测试并验收,确保PLC程序满足实际需求并稳定运行。完成必要的文档编写和交接工作,确保生产线的正常运行和维护。
四、结论
通过本文的介绍,我们了解了PLC程序设计的基本步骤和案例分析。
PLC程序设计是实现工业自动化控制的重要手段,需要结合实际需求和生产线特点进行设计和实现。
在实际操作过程中,需要注意选择合适的PLC类型、设计合理的控制方案、编写逻辑清晰的程序、进行充分的调试和验收等工作,以确保PLC程序的稳定性和性能。
实例讲解!如何设计PLC控制系统?
深入解析:PLC控制系统设计的艺术与实践
一、系统设计步骤设计PLC控制系统,首先需明确以下关键步骤:
二、硬件系统设计PLC硬件选择时,考虑因素包括:
三、软件系统设计软件设计采用多元方法:
示例:机床控制中的PLC应用以四工位机床为例,PLC在其中扮演着自动化核心角色,实现全自动化和半自动化工作流程。
四、PLC选型与接线 五、PLC梯形图程序实例通过清晰的梯形图,展示了全自动和半自动工作模式下的程序逻辑,直观易懂。
总结:PLC控制系统设计并非孤立操作,而是需要综合考量技术、用户需求和经济因素。 通过以上步骤和实例,希望你对PLC设计有更深入的理解。
S7-300/400PLC编程设计中的指令系统详细介绍是怎样的?
《S7-300/400 PLC编程设计与案例分析指南》
前言:
深入理解PLC的理论与实践,本指南将引领你探索S7-300/400系列PLC的世界。
第1章:PLC基础知识
1.1 概述
1.1.1 PLC的起源与定义:PLC,全称Programmable Logic Controller,是工业自动化的核心组成部分,通过编程实现设备自动化控制。
1.1.2 特点与功能: PLC集成了继电器控制的灵活性与微处理器的运算能力,能处理复杂逻辑和数据处理。
1.1.3 分类与趋势: PLC分为多个类型,如S7-300和S7-400,未来趋势朝着网络化、模块化和智能化发展。
1.2 PLC的基本结构
1.2.1 中央处理单元(CPU):核心运算单元,控制整个系统运行。
1.2.2 存储器单元:存储程序和数据,包括数据块、程序块等。
1.2.3 电源单元:为PLC提供电力保障。
1.2.4 输入/输出(I/O)单元:与外部设备交互,控制和监测现场设备。
1.2.5 接口单元:连接外部设备和PLC的桥梁。
1.2.6 外部设备:如传感器、执行器等,构成PLC控制的物理环境。
1.2.7 软件系统:包括系统监控和用户编程软件,如STEP7。
1.3 工作原理与设计
1.3.1 仿真继电器控制系统:实现逻辑控制的模拟。
1.3.2 循环扫描:PLC按照固定的步骤执行任务。
1.3.3 编程语言:理解梯形图、功能块等编程方式。
1.4 硬件基础
1.4.1 接口模块:连接不同设备的接口。
1.4.2 配置与组态:根据项目需求定制PLC系统。
1.5 软件基础
1.5.1 监控与调试:通过STEP7监控运行状态。
1.5.2 用户程序:编写实现特定任务的控制逻辑。
1.6 通信网络
PLC具备强大的分散控制和网络连接能力,支持工厂自动化网络。
1.7 性能指标
评估PLC性能的关键参数,包括硬件和软件指标体系。
1.8 控制系统设计
遵循基本原则,包括设计内容和步骤。
后续章节将深入探讨S7-300/400系列的硬件特性、指令系统、编程应用和实际案例,以及STEP7软件的使用方法和通信网络技术。
扩展资料《S7-300/400PLC编程设计与案例分析》以西门子公司的S7-300/400系列可编程序控制器(PLC)为主要叙述对象,介绍了PLC的原理及应用、控制系统设计。 主要内容为PLC的基础知识与工作原理,S7-300/400系列PLC控制系统硬件特性、其他组成部分,S7-300/400系列PLC的各种编程指令,应用控制系统设计的一般规则、主要内容与STEP7编程软件,以及S7-300/400系列PLC通信网络等。 各章当中穿插了编程实例,最后一章提供了26个S7-300/400系列PLC的工程应用案例。
PLC设计一个自动售货机退币程序
(内容做删节,图表数据无法贴上来)PLC程序设计可以把一次交易过程分为几个程序块:运行初期电子标签价格的内部传递;投币过程;价格比较过程;选择商品过程;退币过程。 (1)运行初期电子标签价格的内部传递程序的设计仿真系统运行初期,要由PLC向仿真画面相应对象传递已经存储好的价格,还要给投入显示、消费显示及余额显示存储器清零,同时也要给存储退币币值的存储器清零。 程序编制过程中,要用到运行初期闭合继电器R9013、16位数据传送指令FO,同时在上位机ForceControl中,必须定义相应的变量,来实现与PLC程序的对接。 所定义的变量如表1所示。 在梯形图程序图5中,系统初始化时,通过运行初期闭合继电器R9013在第一次扫描时将数值传递给上位机。 给WR1-WR11及SV0-SV4赋初值,赋值功能通过高级指令FO实现。 至于为什么要加入WR13、WR15、WR17、WR19及WR20,在以后的程序中将介绍它们的作用。 (2).投币过程在投币的过程中,每投下一枚硬币,投入显示将增加相应的币值,余额也增加同样币制。 先建立变量表,在编写程序。 变量表如表2所示。 对应的梯形图程序如图7所示。 在图中,当按下投入1角时,相当于让R200接通,之所以用一个微分指令,就是要只在接通时检测一次,不能永远加下去。 投入1角要投入显示、余额显示都相应增加相同数值,加法是由16位加法指令E20来实现的。 投入5角、1元、5元、10元,原理同上。 (3)价格比较过程 价格的比较要贯穿实验过程的始终,只要余额大于某种商品价格时,就需要输出一个信号, 为了实现数据的实时比较,用了一个特殊内部继电器R9010,在程序执行过程中,R9010始终保持闭合,F60是16位数据比较指令,用它来比较余额和商品的价格,R900A是大于价格,R900B是等于标志。 当余额大于等于某种商品价格时,程序使相应的指示灯闪烁表示可以购买该种商品(4)选择商品过程当投入的币值可以购买某种商品时,按下相应的“选择”按纽即可在出货框中出现该种商品,同时消费显示栏中显示出已经消费掉的金额,余额也将扣除已消费的币值,接着余额继续与价格相比较,判断是否能继续购买。 出现在出货口的商品在没有取走前,一直保持显示状态,用鼠标点击该商品代表已经取走,出货口中的商品隐藏。 建立的变量表如表4所示。 对应的梯形图程序如图9所示。 (5)退币过程 在退币过程中,最主要的是完成退币的运算过程,根据结果输出相应的钱币,退币结束时还要使用到的某些寄存器重新赋零。 所建立的变量如表5所示。 对应的梯形图程序如图10所示。 表5 退币过程变量表 完成了以上5个过程,自动售货机的PLC控制程序基本完成,程序可以控制售货机实现各种要求的功能具体可以参考 极致嘉仕售后研发中心
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!








添加新评论